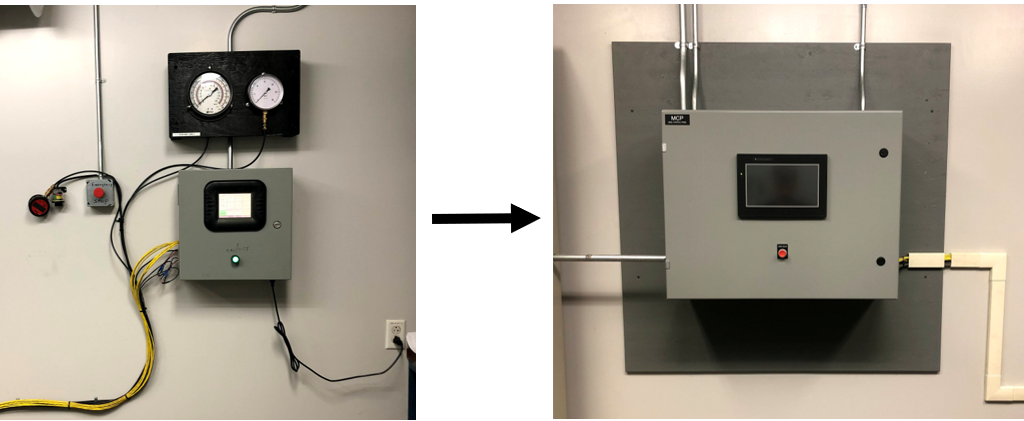
This project consisted of the design and build of an updated industrial blower testing system for D&W Diesel in Auburn NY. The system needed to control the backpressure load on a variety of Gardner Denver blowers with the purpose of bringing the blowers to operating temperature.
The old system required an operator to stand in the room throughout the 60min test and operate a manual gate valve to increase the back pressure on the blower.
Project Goal: Design a system that will allow test operators to remain outside the blower testing room throughout the test. This is to eliminate safety risks that come with being in such close proximity to the running blower for long periods of time.
System Architecture: The system includes 2 HMIs, 1 PLC, and an actuated valve.
This PID tuning for this project was by far the most challenging part due to the slow response of the electronic actuated valve and the noisy discharge pressure readings that were used as the process variable.
A moving average filter was built into the PLC program to help reduce the noise in the pressure signal which worked well. Overall the system performed well other than slight overshoot at the 16 PSI setpoint.